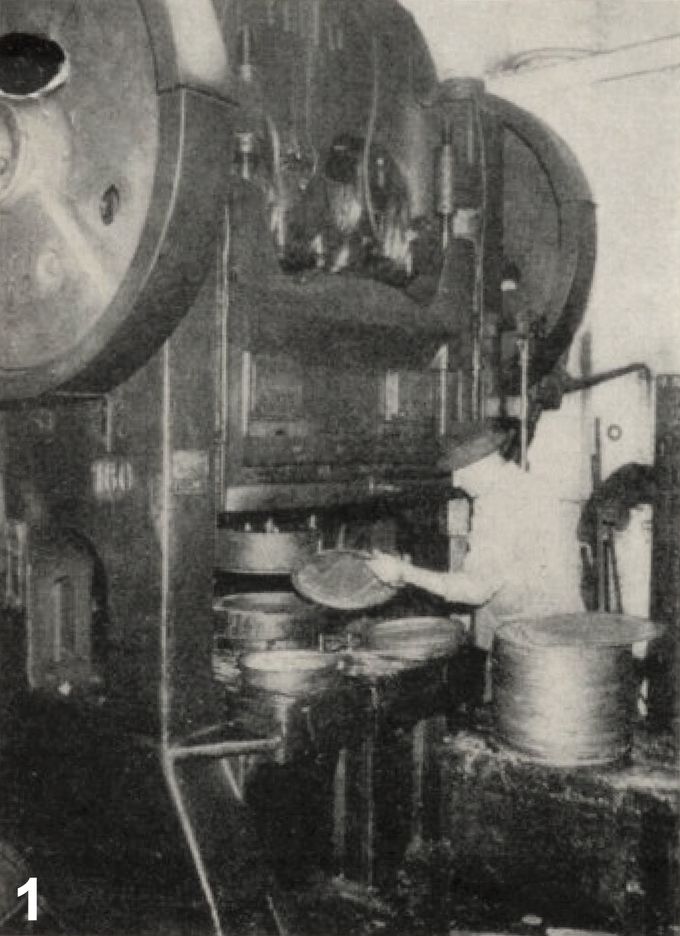
Der Werdegang der Müllgefäße beginnt in der Stanzerei und Presserei. Die Rümpfe, Böden und Deckel werden ausgestanzt und die Böden und Deckel außerdem gepreßt, während die Rümpfe beim Stanzen gleichzeitig gelocht werden. Hier werden gerade Ringeimerdeckel gepreßt:
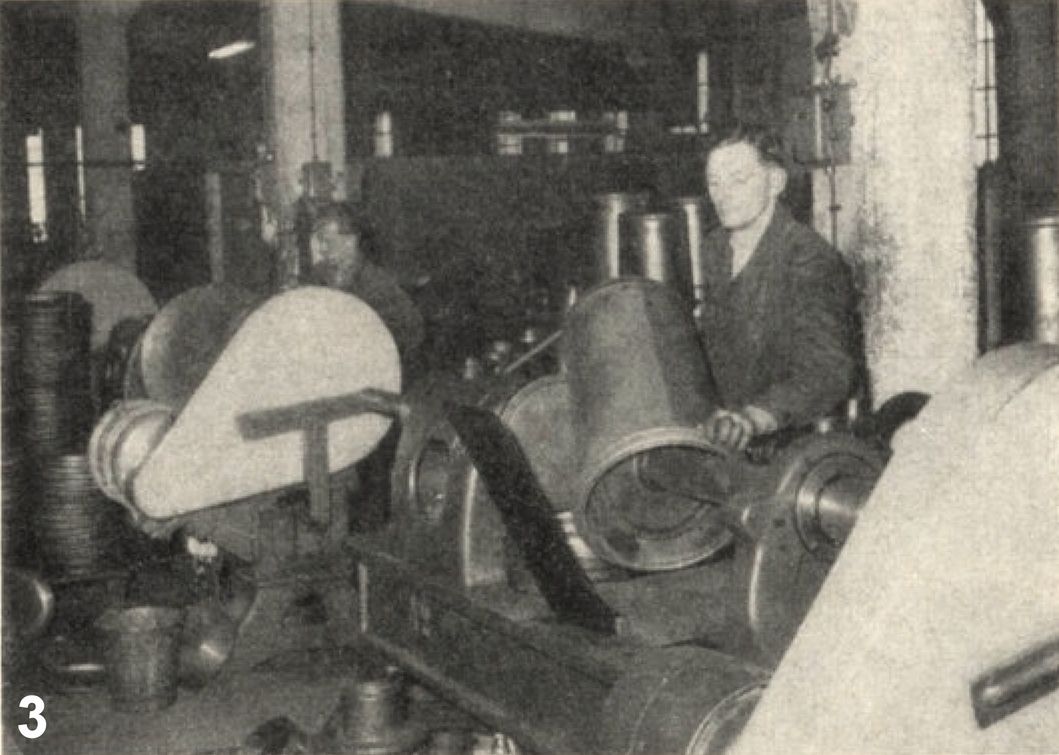
Nachdem die ausgestanzten und gelochten Ringbleche gebogen und an den zusammenstoßenden Kanten metallisch blank geschlifen sind, wird die Längsnaht auf elektrischen Widerstandsschweißmaschinen geschweißt. In jeden Rumpf ist das Firmenzeichen und die Jahreszahl der Herstellung eingepreßt:
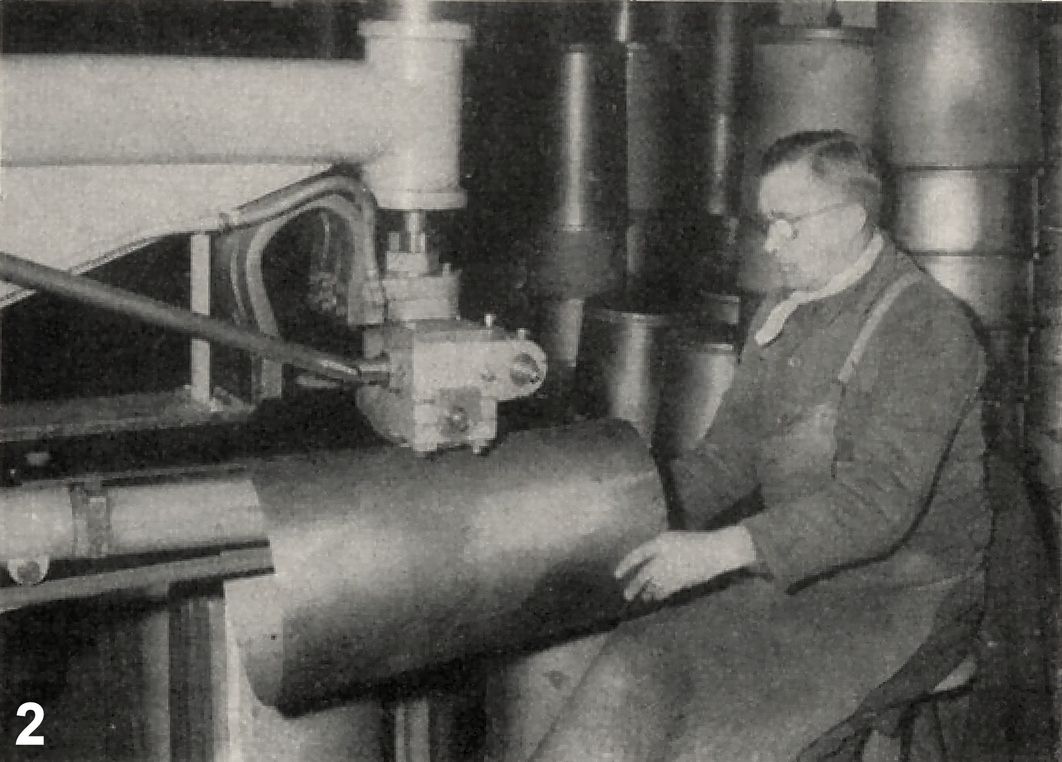
Auf den fertigen Rumpf wird der Mündungsring eingewalzt und nach dem Aufalzen des Bodens der Fußring aufgedrückt:
Der Rumpfteil des Scharniers, der Tragegrif und der Aufhängesteg für die Einschüttvorrichtung werden von Hand an den Müllgefäßrumpf angeschlagen:

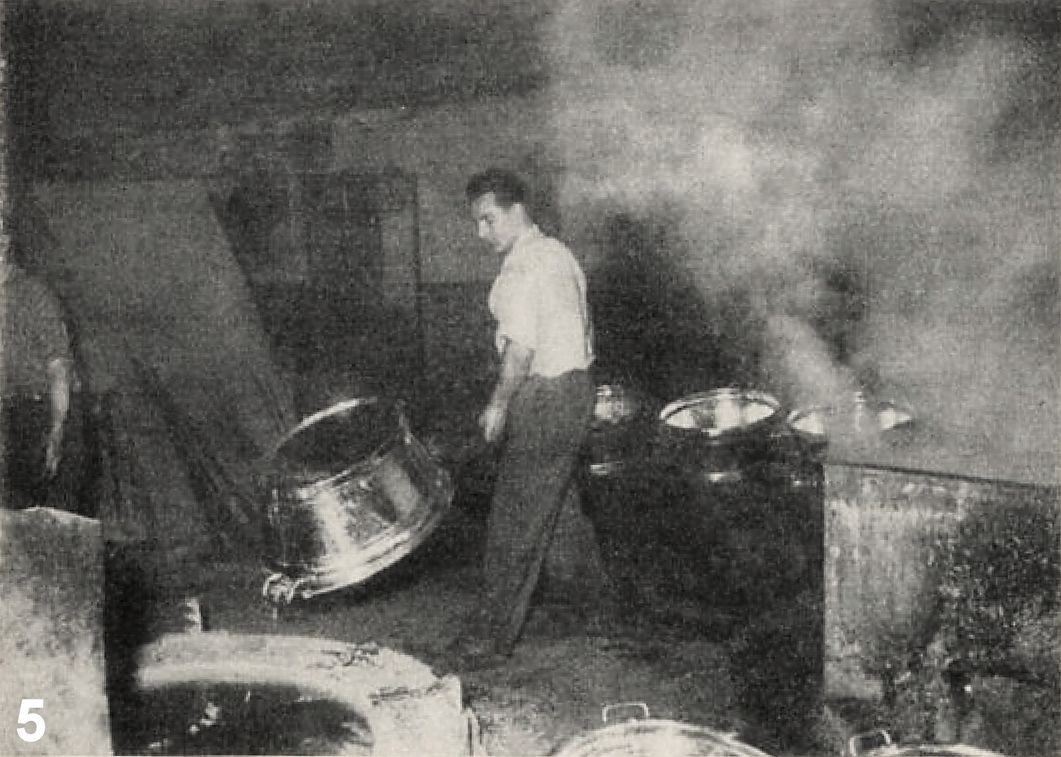
Für die Müllgefäße ist die Verzinkerei die vorletzte Station in ihrem Herstellungsgang. Rumpf und Deckel werden dann noch mit verzinkten Scharnierbolzen zusammengesetzt:
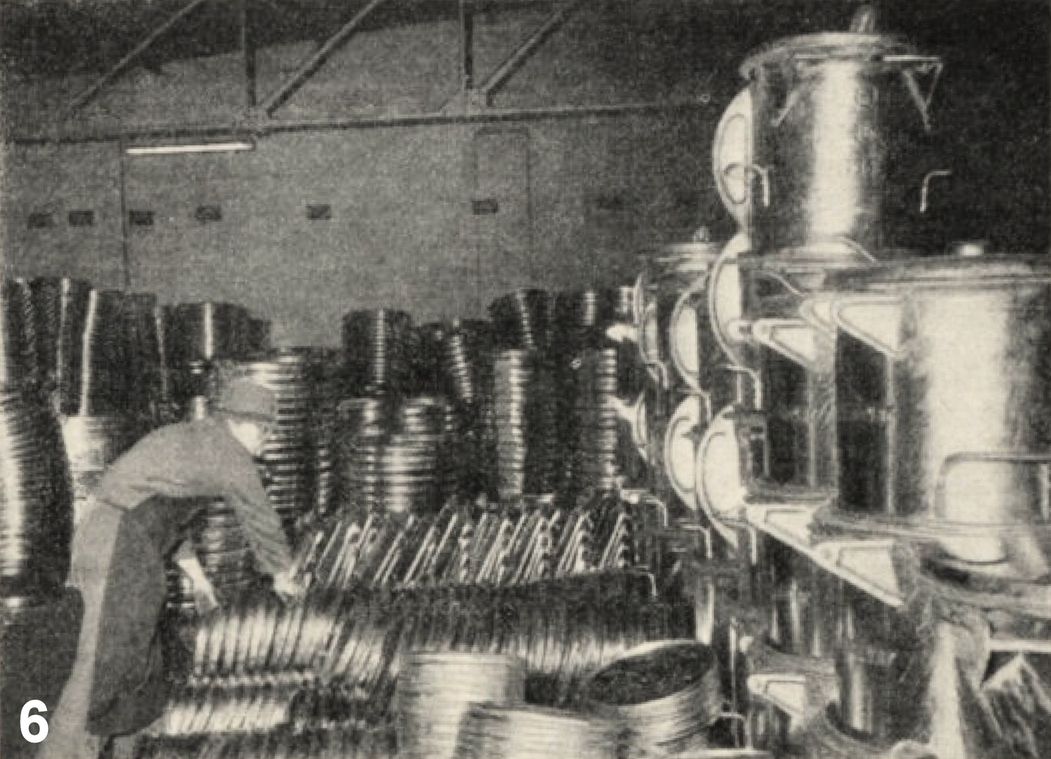
In der Versandabteilung warten große Mengen von verzinkten Mülltonnen und -eimern (rechts) und verzinkten Geschirren (Vorder- und Hintergrund) auf ihren Abtransport:
Weiterlesen:
→ Die Blechwarenfabrik Schmidt & Melmer, Weidenau (Sieg) - Pioniere der staubfreien Müllabfuhr
→ Aufstieg der Fa. Schmidt & Melmer
Produktion von Müllgefäßen mit Es-Em-System in den 1950er Jahren
→ Die Auskunftsstelle für Müllbeseitigung
→ Auf dem Höhepunkt
→ Niedergang und Ende der Fa. Schmidt & Melmer
Anmerkung:
Die Abbildungen stammen aus:
Hans Otto Schwarz, Schmidt & Melmer und das Ringsystem „SM". Müllgefäße aus Weidenau in den deutschen Städten und Gemeinden - Die Erfndung der staubfreien Müllabfuhr im Siegerland.
In: Aus dem Siegerland. Werkszeitung der Siegerländer Industrie 8.13 1958, S. 3–5.